
以下是:芜湖市弋江区钢结构产品齐全的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 Q235B Q345B 产地 天津 规格 齐全 范围 钢结构产品齐全供应范围覆盖安徽省、芜湖市、弋江区、镜湖区、鸠江区、三山区、繁昌区、南陵县、无为市等区域。 【阔恒兴旺】业务覆盖多元场景,提供以下产品和服务:镜湖镀锌槽钢用好材做好产品、南陵镀锌槽钢保障、三山镀锌槽钢质量无忧、繁昌镀锌槽钢常年供应等。钢结构产品齐全,阔恒兴旺国际贸易(芜湖市弋江区分公司)为您提供钢结构产品齐全的资讯,联系人:杨经理,电话:【022-26808329】、【15802234444】。 安徽省,芜湖市,弋江区 2022年,弋江区实现地区生产总值557.7亿元,比上年增长3.9%。其中,产业增加值3.45亿元,增长0.4%;第二产业增加值302.26亿元,增长5.1%,其中工业增加值263.21亿元,增长5.1%,占全部二产增加值的87.1%;第三产业增加值251.97亿元,增长2.6%。三次产业结构为0.62:54.20:45.18。
想要了解钢结构产品齐全产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。以下是:芜湖弋江钢结构产品齐全的图文介绍
天津阔恒兴旺国际贸易有限公司销售:热轧H型钢,高频焊接H型钢,钢结构配件,焊接型钢,钢结构C型钢,钢结构柱,钢结构钢梁。由此可见,轻钢与重钢之分不在结构本身的轻重,而在所承受的围护材料的轻重,而在结构设计概念上还是一致的。
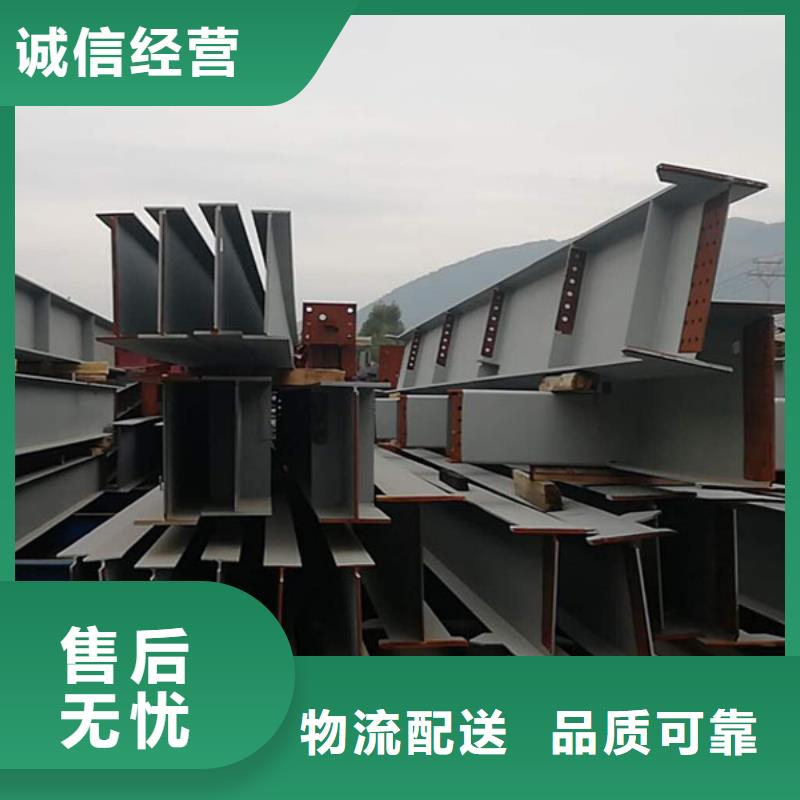
钢构件的预制
按着安装顺序和工艺要求在钢平台上进行钢构件的预制和组装,要保证焊接制作质量。
型钢的拼接翼缘板拼接接缝和腹板拼接接缝的间距应大于200㎜。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300㎜,长度不应小于600㎜。
为了焊接方便,保证焊接质量,尽量将立柱、横梁上的加强筋板、连接板、垫板、挑梁(梁)等在地面钢平台上按施工图尺寸进行组对焊接。
在钢平台上预制的钢构件除按施工图和规范要求制作组装外,还应考虑现场安装的工艺性和安装尺寸的变化。
优惠的价格,批发零售兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议
提供:本公司可代加工除锈、喷漆、喷砂、数控切割、打孔等。
友情提示:由于规格品种太多,无法一一列出,可咨询。
随着 镀锌槽钢工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的 镀锌槽钢生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,芜湖弋江阔恒兴旺国际贸易有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!
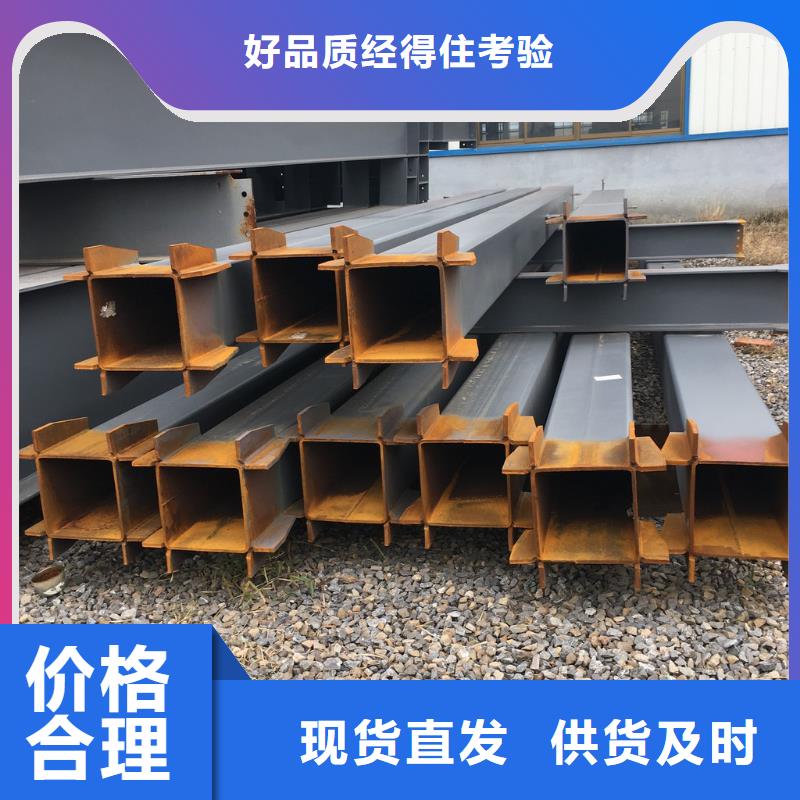
钢结构产品齐全
天津阔恒兴旺国际贸易有限公司销售:热轧H型钢,高频焊接H型钢,钢结构配件,焊接型钢,钢结构C型钢,钢结构柱,钢结构钢梁。
我公司加工切割、埋弧焊接、型钢校正、无损探伤、抛丸除锈、钢板滚圆、大型剪切等。能满足轻、重钢结构,住宅、桥梁钢结构和机械制造钢结构的加工、制作安装的需要。二、手工电弧焊及CO2气保焊焊材和设备
(1)焊条应在高温烘干箱中烘干,焊条烘干次数不得超过两次。
(2)焊丝包装应完好,如有破损而导致焊丝污染或弯折、紊乱时应部分弃之。
(3)CO2气体纯度应不低于99.9%(体积比),含水量应低于0.05%(重量比),瓶内高压低于1MPa时应停止使用。
(4)焊机电压应正常,地线压紧牢固,接触可靠,电缆及焊钳无破损,送丝机应能均匀送丝,气管应无漏气或堵塞。
三、安装焊接程序及一般规定
焊接的一般顺序为:焊前检查→预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接:层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
提供:本公司可代加工除锈、喷漆、喷砂、数控切割、打孔等。
友情提示:由于规格品种太多,无法一一列出,可咨询。
天津阔恒兴旺国际贸易有限公司销售:热轧H型钢,高频焊接H型钢,钢结构配件,焊接型钢,钢结构C型钢,钢结构柱,钢结构钢梁。四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
提供:本公司可代加工除锈、喷漆、喷砂、数控切割、打孔等。
友情提示:由于规格品种太多,无法一一列出,可咨询。
钢结构产品齐全_阔恒兴旺国际贸易(芜湖市弋江区分公司),固定电话:【15802234444】,移动电话:【022-26808329】,联系人:杨经理,天津市北辰区韩家墅钢材市场。











